Производство рабочей обуви
Статьи
22.11.2014 19.11.2014 17.11.2014Новости
30.03.2018Ровно год с момента вступления в РСКО
14.04.2016Весенний тренд, обувь бюджетной линейки на ПУ (полиуретановой подошве)
18.02.2016 Ботинки "ШТУРМ" зимние Мод.17 Ботинки "ШТУРМ" ГОСТ 12.4.137-84, 28507-90... далееБотинки "СУРА" зимние Мод.10 Ботинки "СУРА" ГОСТ 12.4.137-84, 28507-90... далееБотинки "УНИВЕРСАЛ" зимние Мод.19 Ботинки "УНИВЕРСАЛ" ГОСТ 12.4.137-84,... далееБотинки "ОМОН" зимние Мод.1 Ботинки "ОМОН" ГОСТ 12.4.187-97... далееБотинки "МОНТАЖНЫЕ" зимние Мод.3 Ботинки "МОНТАЖНЫЕ" ГОСТ 12.4.187-97... далееБотинки "Женские" зимние Мод.4 Ботинки "ЖЕНСКИЕ" ГОСТ 12.4.187-97... далееБотинки "СТАНДАРТ 96" зимние Мод.48 Ботинки "СТАНДАРТ 96" ГОСТ 12.4.187-97... далееБотинки "ОМОН-СТАНДАРТ 96" зимние Мод.41 Ботинки "ОМОН-СТАНДАРТ 96" ГОСТ... далееБотинки "AIR TRACK" зимние Новинка!!! Мод.31 Ботинки "AIR TRACK" ГОСТ12.4.137-84, 28507-90... далееБотинки "ОМОН-AIR TRACK" зимние Новинка!!! Мод.33 Ботинки "ОМОН -AIR TRACK" ГОСТ 12.4.137-84,... далееСапоги "СТАНДАРТ" зимние Мод.15 Сапоги "Стандарт" ГОСТ 12.4.137-84,... далееСапоги "ПРЕМИУМ" зимние Мод.16 Сапоги "ПРЕМИУМ" ГОСТ 12.4.137-84,... далееСапоги "ЛЮКС" зимние Мод.18 Сапоги "ЛЮКС" ГОСТ 12.4.137-84 ,28507-90 35см.... далееСапоги "МОНТАЖНЫЕ" зимние Мод.2 Сапоги "МОНТАЖНЫЕ" ГОСТ 12.4.187-97... далееСапоги "СТАНДАРТ 96" зимние Мод.42 Сапоги "СТАНДАРТ 96" ГОСТ 12.4.187-97... далееСапоги "AIR TRACK" зимние Новинка!!! Мод.30 Сапоги "AIR TRACK" ГОСТ 12.4.137-84, 28507-90... далееСапоги "ПРОФИ" зимние Мод.50 Новинка!!! Сапоги "ПРОФИ" ГОСТ 12.4.137-84 , 28507-90... далееБотинки "ПРОФИ" зимние Новинка!!! Мод.51 Ботинки "ПРОФИ"ГОСТ 12.4.187-84,28507-90 далее
Телефоны в Москве:
+7 (499) 782-32-30+7 (495) 788-40-20
speczakaz-sura.ru

 Модель 20ЛП. Высота 290 мм. Сапоги мужские универсального назначения, рекомендуются для всех отраслей промышленности. Голенище регулируется с помощью ремня и пряжки. Верх обуви — юфть+кирза (голенище). Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48.
Модель 20ЛП. Высота 290 мм. Сапоги мужские универсального назначения, рекомендуются для всех отраслей промышленности. Голенище регулируется с помощью ремня и пряжки. Верх обуви — юфть+кирза (голенище). Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48.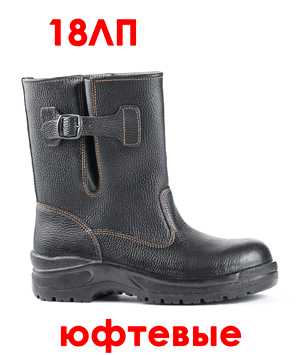 Модель 18ЛП. Высота 225 мм. Сапоги мужские универсального назначения, рекомендуются для всех отраслей промышленности. Голенище регулируется с помощью ремня и пряжки. Верх обуви — юфть. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48.
Модель 18ЛП. Высота 225 мм. Сапоги мужские универсального назначения, рекомендуются для всех отраслей промышленности. Голенище регулируется с помощью ремня и пряжки. Верх обуви — юфть. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48. 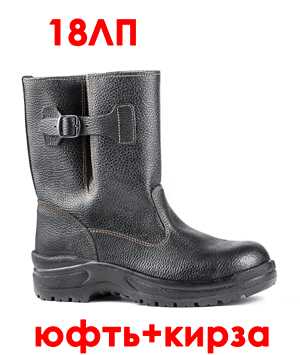
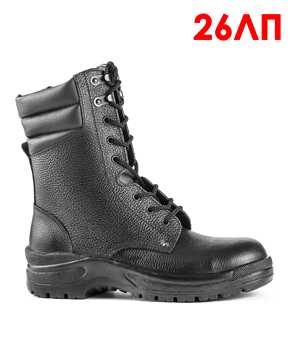 Модель 26ЛП. Высота 210 мм. Ботинки мужские с высокими берцами. С мягким кантом и удобной шнуровкой. Верх обуви — юфть. Мягкий кант и клапан — винилуретанискожа или хромовый спилок. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48. Модель 31Л. Ботинки мужские юфтевые универсального назначения. Рекомендуются для работников большинства отраслей промышленности. Мягкий кант предохраняет ногу от механический воздействий, а глухой клапан — от попадания инородных предметов внутрь обуви. Верх обуви — юфть. Мягкий кант и клапан — винилуретанискожа или хромовый спилок. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48.
Модель 26ЛП. Высота 210 мм. Ботинки мужские с высокими берцами. С мягким кантом и удобной шнуровкой. Верх обуви — юфть. Мягкий кант и клапан — винилуретанискожа или хромовый спилок. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48. Модель 31Л. Ботинки мужские юфтевые универсального назначения. Рекомендуются для работников большинства отраслей промышленности. Мягкий кант предохраняет ногу от механический воздействий, а глухой клапан — от попадания инородных предметов внутрь обуви. Верх обуви — юфть. Мягкий кант и клапан — винилуретанискожа или хромовый спилок. Подкладка — текстиль. В утепленной обуви — мех искусственный, шерстяной, натуральный. Подносок — термопластичный (50 Дж), металлический (200Дж), поликарбонатный (200Дж). Метод крепления — литьевой. Подошва — ПУ или ПУ+нитрил. Размерный ряд: 37-48.|
Гвоздевой метод крепления Самый старый способ, в настоящее время постепенно уходит в прошлое – это «каменный век» в способе изготовления обуви. При этом методе крепления готовая формованная резиновая подошва присоединяется к жесткой основной стельке верха при помощи металлических (стальных или латунных) обувных гвоздей. Основные недостатки: достаточно трудоемкое изготовление и медленный производственный процесс. Готовая обувь получается весьма тяжелой по весу, имеет неэстетичный, «неуклюжий» и несовременный внешний вид. Производство такой обуви малорентабельно, цена на эту обувь достаточно низка (обувь не имеет никаких конкурентных преимуществ, выглядит грубо), а трудозатраты высоки. В настоящее время на многих обувных предприятиях России обувь гвоздевого метода крепления полностью снята с производства. |
Клеепрошивной метод крепления Основан на применении клея и ниточных соединений. В производстве специальной обуви наиболее распространен бортопрошивной метод крепления. Готовая формованная подошва из резины имеет бортик по периметру. Заготовка обуви сначала приклеивается к подошве, а затем прошивается нитками по бортику подошвы. Минусы бортопрошивного метода крепления – невозможность установки защитного подноска и отсутствие герметичности соединения верха и подошвы (влага может проникать внутрь обуви через отверстия пришивания подошвы). Другая разновидность – это ранто-прошивной метод. Подошва состоит из нескольких проклеенных слоев и дополнительно прострачивается нитками по верху, вдоль ранта. Этот вид крепления очень дорог в производстве, но является одним из самых прочных методов крепления. Данный вид крепления используется производителями крайне редко из-за дороговизны производства. |
Литьевой метод крепления Самый распространенный на сегодняшний день метод крепления в производстве специальной обуви. Этим методом изготавливается однослойная ПУ подошва, двухслойные подошвы ПУ/ПУ, ПУ/ТПУ, ПУ/Нитрил. Жидкие компоненты полиуретана впрыскиваются в пресс- форму и подошва формируется непосредственно на заготовке обуви. Обувь, изготовленная этим способом, имеет ряд преимуществ. - чрезвычайно легкий вес обуви - высокая гибкость готовой обуви и подошвы - высокотехнологичное изготовление - прочность крепления подошвы и заготовки - возможность создания моделей самого современного и эстетичного вида. Таким способом можно изготовить как спортивного вида кроссовки, так и модельного типа ботинки. Модельный ряд самый широкий: от легких туфель, до утепленных сапог - на обувь, изготовленную этим методом, возможно установить металлический ударопрочный подносок, антипрокольную стельку, любые защитные элементы и детали. - возможность придать подошве любую форму и высоту. Литьевая обувь занимает лидирующую позицию в ассортименте и структуре продаж большинства российских и зарубежных производителей специальной обуви. |
Метод горячей вулканизации Используется для изготовления обуви на нитрильной резиновой подошве. Сырая резина для подошвы подается в пресс- форму, подошва формируется непосредственно на заготовке (аналогично литьевому методу). Технологически этот метод немного отличается от производства подошвы из полиуретана, т.к. резину сначала нагревают до определенной температуры, и процесс вулканизации и формирования подошвы происходит при более высоких температурах, а также для лучшей адгезии верха и подошвы дополнительно применяется специальный клей (при изготовлении полиуретановой подошвы клей не используется). |
moderam.ru

Гвоздевой метод крепления подошвы - хорошо зарекомендовавшая себя, всем известная недорогая рабочая обувь. Гвоздевой метод крепления подошвы и каблуков является наиболее старым и надежным методом крепления. Обувь созданная по этой технологии обладает особой прочностью и износостойкостью. Многие производственные предприятия различных отраслей промышленности и сельского хозяйства предпочитают покупать для своих работников именно такую обувь, как наиболее надежную и дешевую. Суть гвоздевого метода заключается в том, заготовка верха соединяется с подошвой и каблуком при помощи гвоздей. Подошвы и каблуки являются резиновыми формованными. Для крепления применяют стальные или латунные гвозди различных размеров. Шляпки гвоздей должны утопать в резиновой подошве на 1-2 мм. Гвозди вертикально проходят через толщину скрепляемых материалов и их концы должны быть загнуты на стельку на 2 – 4 мм. Материал гвоздя также влияет на износостойкость, например стальной гвоздь подвержен внутренним факторам, таких как коррозия, в то время как латунный гвоздь не подвергается коррозии, тем самым продлевая срок службы спецобуви. Обувь гвоздевого метода крепления изготовлена из юфти или в комбинации юфть+кирза, с укрепленным гранитолевым (50Дж) или металлическим (100 Дж) подноском. Возможно применение маслобензостойкой и термостойкой подошвы, обладающие нефтестойкими, маслобензостойкими, кислотощелочстойкими свойствами. Температурный режим маслобензостойкой подошвы от – 30° до + 70°С, термостойкой подошвы до + 200°С. В качестве зимнего утеплителя могут быть использованы сукно, искусственный или натуральный мех. Вся обувь прошла сертификационные испытания и получила сертификаты соответствия по ГОСТам 5394-89, 28507-90, 12.4.137-84.
Так же можно ознакомиться с другими методами крепления подошвы в рабочей обуви.
unionalls.ru