Индексы пригодности процесса
Формулы индексов пригодности процесса
Индексы производительности процесса
Формулы индексов производительности
Негауссовские распределения
Существуют много методов оценки качества, однако как только производственный процесс становится управляемым, возникает следующий вопрос: "в какой степени долговременное поведение процесса удовлетворяет техническим условиям и целям, поставленным руководством?" Рассмотрим, как мы можем оценить пригодность процесса с помощью осмысленных показателей.
Итак, следует различать управляемый и неуправляемый процесс. Заметим, что нет смысла изучать пригодность производственного процесса, если он не управляем. Следовательно, первый шаг к организации высококачественного процесса производства состоит в том, чтобы сделать процесс управляемым.
Если процесс управляем, то можно ставить вопрос о его пригодности. В случае примера с поршневыми кольцами, заметим, что если дана выборка определенного объема, то можно оценить стандартное отклонение процесса, то есть сигма производства поршневых колец. Затем можно построить гистограмму распределения диаметров поршневых колец. Если распределение диаметров нормальное, то можно сделать выводы о доле поршневых колец, попадающих в границы допуска (см. рис.1).
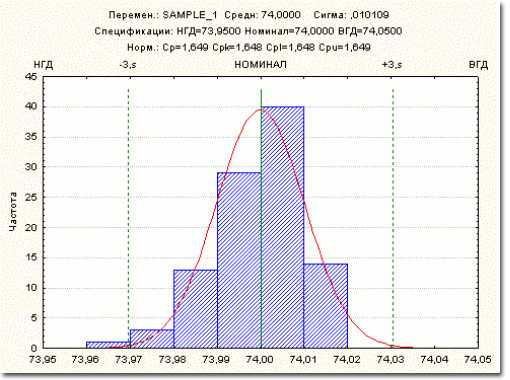
Рисунок 1. Нормальное распределение, границы допуска
Общеупотребительными индексами пригодности процесса являются индексы пригодности (Cp и Cpk), т.к. они достаточно полно отражают отношения технически возможных отклонений (размаха процесса) к ±3 сигма пределам от первоначальных спецификаций.
Для вычислений нам потребуется стандартное отклонение Сигма
Находим размах R(i) для каждой выборки, где R(i) = максимальное значение - минимальное значение для i - ой выборки;
Вычисляем средний размах
Вычисляем сигма , где d(2) можно найти по стандартным статистическим таблицам
n
d(2)
|
2 |
1.128 |
|
3 |
1.693 |
|
4 |
2.059 |
|
5 |
2.326 |
|
6 |
2.534 |
|
7 |
2.704 |
|
8 |
2.847 |
|
9 |
2.970 |
Замечание: стандартное отклонение наблюдений не равно стандартному отклонению средних всех выборок, которое является результатом деления стандартного отклонения на квадратный корень из n (объем выборки).
НГД, ВГД (нижняя и верхняя границы допуска). Обычно технические условия задают некий диапазон допустимых значений. Разность между НГД и ВГД называется размахом допуска.
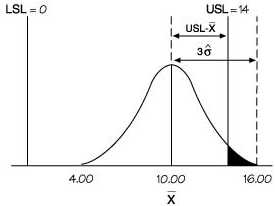
Потенциальная пригодность (Cp). Это простейший и самый естественный показатель пригодности производственного процесса. Он определяется как отношение размаха допуска к размаху процесса; при использовании границ ±3 сигма данный показатель можно выразить в виде . Данное отношение выражает долю размаха кривой (относительно сигма) нормального распределения, попадающую в границы допуска (при условии, что среднее значение распределения является номинальным, то есть процесс центрирован по номиналу).
Нижняя/верхняя потенциальная пригодность (Cpl, Cpu). Недостаток показателя Cp состоит в том, что он может дать неверную информацию о производственном процессе в том случае, если среднее процесса отличается от номинального, иными словами, если процесс не центрирован.
Для пояснения можно провести некоторую аналогию: Вы стреляете по мишени из ружья. Если попадаете точно "в яблочко", то это высокий Сp; если же прицел смещен, и Вы все время попадаете в узкую область, лежащую далеко от центра, то Сp будет высоким при низкой потенциальной пригодности процесса.
Подтвержденное качество (Cpk). Наконец, Cp можно скорректировать, внеся поправку на нецентрированность посредством вычисления . Если процесс идеально центрирован, то Cpk равно Cp, но, при смещении процесса смещается от своего номинального значения, Cpk становится меньше Cp.
Высокий Cpk будет только в том случае, когда цель достигнута при минимальном отклонении от среднего.
Для понимания смысла индекса производительности рассмотрим еще один простой пример: у Вас есть гараж и машина, которую надо поставить внутрь гаража. Гараж определяет допустимые пределы, машина - результат процесса. Если машина только чуть-чуть меньше, чем гараж, то Вам лучше поставить ее ближе к правой стороне гаража, если Вы хотите потом из нее выйти. Если машина шире, чем гараж, то Вы можете попробовать поставить ее посередине за гаражом, тогда гараж не имеет смысла. Если машина намного меньше, чем гараж (процесс Шесть Сигма), Вы можете поставить ее точно посередине гаража, ближе к правой стороне или даже к левой - по вашему желанию. Если процесс с маленькой дисперсией, то Вы сможете поставить машину внутри гаража и этим удовлетворить требования клиентов. Cpk определяет отношение между размерами машины, размерами гаража и тем, насколько далеко от середины Вам надо ставить машину. Пусть результат процесса (машина) может расширяться перед попаданием в границы спецификаций (дверь гаража):
При контроле процесса с помощью карт контроля качества (например, X- или R-карты) часто бывает полезно вычислять показатели пригодности процесса. Когда набор данных состоит из нескольких выборок, то можно вычислить два разных показателя изменчивости. Один из них – обычное стандартное отклонение для всех наблюдений, не принимающее в расчет, что данные состоят из нескольких выборок; другой показатель оценивает собственный разброс процесса по изменчивости внутри выборки. Если при стандартных вычислениях пригодности используется общая изменчивость процесса, то полученные показатели обычно называют показателями качества процессам Pp и Ppk (process performance) (поскольку они описывают фактическое поведение процесса).
Индекс производительности процесса по существу пытается подтвердить то, что полученная Вами выборка способна удовлетворить требования клиентов. Производительность процесса используется только, когда контроль не может быть осуществлен (Например, при пробном производстве небольшого числа изделий).
Индекс Cpk краткосрочный, а Ppk – долгосрочный. Cpk говорит, что Ваш процесс сможет делать в будущем. Ppk говорит, насколько хорошо процесс был представлен в прошлом. Вы не можете использовать этот показатель в будущем, как Cpk, потому что процесс не подвергается непрерывному контролю. Значения Cpk и Ppk стремятся почти к одному и тому же значению, когда процесс статистически контролируется. Это происходит из-за того, что в этом случае сигма =стандартное отклонение. Если контроль не осуществляется, значения, естественно, будут различными, разница, возможно, будет достаточно велика.
Реалистичней использовать Pp и Ppk, чем Cp или Cpk, так как дисперсия процесса не сочетается с разбиением на выборки. Однако, Cp и Cpk могут быть очень полезны при определении попадания пригодности процесса в определенные границы. Это даст Вам наилучший сценарий развития существующего процесса.
где – стандартное отклонение выборки
Рассмотрим что делать, если распределение соответствующего параметра качества или переменной (например, диаметров поршневых колец) не является нормальным.
Если того требует поставленная задача, гистограмму можно аппроксимировать отличным от нормального распределением и вычислить показатели пригодности с помощью метода процентилей. Для всех распределений можно также вычислить таблицы ожидаемых частот, ожидаемое число наблюдений, выходящих за рамки технических условий, и построить графики квантиль-квантиль и вероятность-вероятность.
Негауссовские индексы пригодности
Как уже отмечалось ранее, показатели пригодности в общем случае вычисляются для того, чтобы оценить качество процесса, т.е. чтобы получить оценки разброса производимых изделий (размах процесса) по отношению к размаху допуска. Для стандартных показателей пригодности процесса, основанных на нормальном распределении, размах процесса обычно определяется как 6 сигма, т.е. как плюс-минус утроенная оценка стандартного отклонения процесса. Для стандартной кривой нормального распределения эти границы (zl = -3 и zu = +3) пересчитываются в 0.135 и 99.865 процентили соответственно. Для распределений, отличных от нормального, границы 3 сигма, а также среднее (zм = 0.0) можно заменить соответствующими стандартными значениями, дающими те же величины процентилей под кривой негауссовского распределения.
где M – медиана (50 процентиль) соответствующего распределения,
Up и Lp – 99.865 и 0.135 процентили соответственно.
Обратите внимание, что значения Up и Lp могут быть другими, если размах процесса задан другими границами (например, ±2 сигма).
В начало
Содержание портала
Введение
Существуют много методов оценки качества, однако как только производственный процесс становится управляемым, возникает следующий вопрос: "в какой степени долговременное поведение процесса удовлетворяет техническим условиям и целям, поставленным руководством?" Рассмотрим, как мы можем оценить пригодность процесса с помощью осмысленных показателей.
Следует различать управляемый и неуправляемый процесс. Заметим, что нет смысла изучать пригодность производственного процесса, если он не управляем. Следовательно, первый шаг к организации высококачественного процесса производства состоит в том, чтобы сделать процесс управляемым.
Индексы пригодности процесса
Общеупотребительными индексами пригодности процесса являются индексы пригодности (Cp и Cpk), т.к. они достаточно полно отражают отношения технически возможных отклонений (размаха процесса) к ±3 сигма пределам от первоначальных спецификаций.
Для вычислений нам потребуется стандартное отклонение Сигма
1. Находим размах R(i) для каждой выборки, где R(i) = максимальное значение - минимальное значение дляi - ой выборки;
2. Вычисляем средний размах
3. Вычисляем сигма , где d(2) можно найти по стандартным статистическим таблицам
| n | d(2) |
| 1.128 | |
| 1.693 | |
| 2.059 | |
| 2.326 | |
| 2.534 | |
| 2.704 | |
| 2.847 | |
| 2.970 |
Замечание: стандартное отклонение наблюдений не равно стандартному отклонению средних всех выборок, которое является результатом деления стандартного отклонения на квадратный корень из n (объем выборки).
НГД, ВГД (нижняя и верхняя границы допуска). Обычно технические условия задают некий диапазон допустимых значений. Разность между НГД и ВГД называется размахом допуска.
Формулы индексов пригодности
Потенциальная пригодность (Cp). Это простейший и самый естественный показатель пригодности производственного процесса. Он определяется как отношение размаха допуска к размаху процесса; при использовании границ ±3 сигма данный показатель можно выразить в виде . Данное отношение выражает долю размаха кривой (относительно сигма) нормального распределения, попадающую в границы допуска (при условии, что среднее значение распределения является номинальным, то есть процесс центрирован по номиналу).
Нижняя/верхняя потенциальная пригодность (Cpl, Cpu). Недостаток показателя Cp состоит в том, что он может дать неверную информацию о производственном процессе в том случае, если среднее процесса отличается от номинального, иными словами, если процесс не центрирован.
Для пояснения можно провести некоторую аналогию: Вы стреляете по мишени из ружья. Если попадаете точно "в яблочко", то это высокий Сp; если же прицел смещен, и Вы все время попадаете в узкую область, лежащую далеко от центра, то Сp будет высоким при низкой потенциальной пригодности процесса.
Нецентрированность (смещенность) процесса производства можно выразить следующим образом. Сначала можно вычислить верхний и нижний показатели пригодности, чтобы отразить отклонение наблюдаемого среднего процесса от НГД и ВГД. Приняв в качестве размаха процесса границы ±3 сигма, вычислим следующие показатели:
Подтвержденное качество (Cpk). Наконец, Cp можно скорректировать, внеся поправку на нецентрированность посредством вычисления . Если процесс идеально центрирован, то Cpk равно Cp, но, при смещении процесса смещается от своего номинального значения, Cpk становится меньше Cp.
Высокий Cpk будет только в том случае, когда цель достигнута при минимальном отклонении от среднего.
Для понимания смысла индекса производительности рассмотрим еще один простой пример: у Вас есть гараж и машина, которую надо поставить внутрь гаража. Гараж определяет допустимые пределы, машина - результат процесса. Если машина только чуть-чуть меньше, чем гараж, то Вам лучше поставить ее ближе к правой стороне гаража, если Вы хотите потом из нее выйти. Если машина шире, чем гараж, то Вы можете попробовать поставить ее посередине за гаражом, тогда гараж не имеет смысла. Если машина намного меньше, чем гараж (процесс Шесть Сигма), Вы можете поставить ее точно посередине гаража, ближе к правой стороне или даже к левой - по вашему желанию. Если процесс с маленькой дисперсией, то Вы сможете поставить машину внутри гаража и этим удовлетворить требования клиентов. Cpk определяет отношение между размерами машины, размерами гаража и тем, насколько далеко от середины Вам надо ставить машину. Пусть результат процесса (машина) может расширяться перед попаданием в границы спецификаций (дверь гаража):
· Cpk=1/2 – Вы врезались в край двери;
· Cpk=1 – Вы слегка поцарапали машину о край двери;
· Cpk=2 – все в норме, даже если Ваша ширина возрастет чуть меньше, чем в 2 раза;
· Cpk=3 – а теперь можете расширяться почти в 3 раза.
· Индекс Cpk отображает то, насколько большое количество выпускаемой продукции находится за верхней или нижней границей требований в зависимости от того с какой стороны дефектов продукции больше. Чем больше значение Cpk, тем лучше процесс соответствует требованиям. Расчет индекса возможен и имеет смысл только в случае, если для процесса задан хотя бы один уровень спецификаций (верхняя или нижняя граница).
· Если Cpk = 1, то процесс соответствует требованиям на хорошем уровне, иначе говоря, ближайшая граница требований отстоит на 3 сигмы от среднего значения (большинство компаний стремятся к тому, чтобы индекс Cpk был не менее 1).
·
· Если Cpk > 1, то процесс соответствует требованиям, даже не смотря на некоторые колебания. Ближайшая граница требования отстоит более чем на 3 сигмы, что говорит о хорошей эффективности процесса.
·
· Если Cpk < 1, то процесс скорее всего не соответствует требованиям на должном уровне, или точнее ближайшее граница требования отстоит менее чем на 3 сигмы.
· 
· Для более полного анализа на ряду с индексом Cpk, также рассчитывается индекс Cp.
·
· Индекс Cp используется для оценки ширины разброса данных по сравнению с шириной установленных требований. Расчет индекса возможен и имеет смысл только в случае, если для процесса заданы верхние и нижние границы спецификаций.
· Если Cp = 1, то ширина разброса процесса близка к ширине заданных требований, т.е. процесс может быть выровнен таким образом, что будет укладываться в рамки требований на уровне 3 сигм (большинство компаний стремятся к тому, чтобы индекс процессов Cp был не менее 1).
·
· Если Cp > 1, то ширину процесса можно считать меньше ширины заданных требований, что несомненно говорит об эффективности процесса. Процесс соответствует требованиям, даже не смотря на некоторые колебания его среднего значения.
· Индекс Cp, равный единице или больше обычно говорит о том, что проблем с большим разбросом данных нет.
·
· Если Cp < 1, то ширина процесса (его разброс) довольно большой по сравнению с заданными требованиями и процесс заведомо не соответствует требованиям, как бы не изменялось его среднее значение. Индекс Cp < 1 говорит о необходимости сконцентрироваться на улучшениях процесса, связанных с уменьшением разброса/стандартного отклонения.
·
· Для более полного анализа на ряду с индексом Cp, также рассчитывается индекс Cpk
poisk-ru.ru
Для оценки возможности процесса используют ряд показателей. При этом процесс должен быть сначала доведен до статистически стабильного состояния, кроме того, индивидуальные значения процесса должны иметь распределение близкое к нормальному.
Показатели возможностей характеризуют потенциальные и фактические способности процесса удовлетворять установленным техническим нормам для значений выходного показателя качества, оцениваемого по количественному признаку.
Показатели возможностей используют для следующих целей:
· предконтрактный анализ потенциальных возможностей поставщика удовлетворять требования потребителя;
· установление в контрактах (договорах на поставку) требований к процессам;
· планирование качества разрабатываемой продукции;
· приемка процессов на основе опытных партий;
· аттестация процессов;
· планирование приемочного контроля;
· планирование непрерывного улучшения процессов;
· аудиты второй стороной и внутренние аудиты процессов.
Достоверность используемых показателей возможностей процесса зависит от изменчивости результатов измерений, обусловленных используемой методикой выполнения измерений. При этом суммарная погрешность измерений Σ∆ должна составлять (Y3…Y5)Т (допуска) контролируемого параметра.
Собственная изменчивость процесса – это часть изменчивости процесса, вызываемая только обычными причинами. Эта изменчивость оценивается по контрольным листкам с помощью отношений или , где и – стандартные коэффициенты, зависящие от объема выборки.
Полная изменчивость процесса – это изменчивость, вызываемая как обычными, так и особыми причинами. Эта изменчивость оценивается с помощью выборочного стандартного отклонения, использующего все индивидуальные значения:
Воспроизводимость процесса – это интервал в k σ присущей процессу изменчивости только для статистически стабильных процессов, где σ обычно оценивается как ( ), а k зависит от закона распределения показателя качества процесса и достоверной вероятности.
Индекс воспроизводимости определяется как отношение допуска к оценке собственной изменчивости процесса без учёта его центровки: , где — верхняя граница поля допуска; — нижняя граница поля допуска, , где — среднее арифметическое нескольких выборок;  — коэффициент, зависящий от объёма выборки и закона распределения показателя качества процесса., — коэффициент, зависящий от закона распределения показателя качества процесса и достоверной вероятности.
— коэффициент, зависящий от объёма выборки и закона распределения показателя качества процесса., — коэффициент, зависящий от закона распределения показателя качества процесса и достоверной вероятности.
Обычно при расчете статистических показателей возможностей процесса принимают допущение, что показатель качества процесса распределен по нормальному закону распределения, и для вероятности Р = 99,37 % коэффициент k принимают равным 6.
Пригодность процесса – это интервал в k σ полной изменчивости, где σ обычно оценивается при помощи выборочного стандартного отклонения.
Индекс пригодности определяется как допуск, делённый на оценку полной изменчивости процесса без учёта его центровки:
Верхний индекс воспроизводимости определяется как отклонение среднего уровня процесса от верхнего предела поля допуска, делённое на действительный верхний разброс процесса:
Нижний индекс воспроизводимости определяется как отклонение среднего уровня процесса от нижнего предела поля допуска, делённое на действительный нижний разброс процесса:
Индекс воспроизводимости учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости.
По известным значениям Ср и Сpk можно определить интервал, в котором находится ожидаемый уровень несоответствий. По значению Сpk определяют максимально возможное значение ожидаемого уровня несоответствий, по значению Ср – минимально возможное. Вследствие использования выборочных оценок для получения Ср и Сpk и ограниченности объемов наблюдения полученные значения ожидаемых уровней несоответствий могут заметно отличаться от фактически наблюдаемых уровней несоответствий действующих процессов, поэтому значение ожидаемых уровней несоответствий используют только для предварительных оценок качества процессов и мониторинга улучшений.
Индекс пригодности учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной полной изменчивости процесса. Данный показатель, как и индекс пригодности , должен использоваться только для сравнения или вместе с и , а также для измерения и выбора приоритетов усовершенствования во времени.
Индексы воспроизводимости и пригодности применяются при измерении результатов непрерывного усовершенствования с использованием временных трендов и при выборе приоритетного направления, в котором процессы должны совершенствоваться.
Для характеристики процесса также используют отношение воспроизводимости и отношение пригодности .
Ни один приведённый отдельный индекс не могут дать исчерпывающие описание процесса. Все возможные индексы рекомендуется рассматривать совместно. Все характеристики воспроизводимости должны относится к характеристике одного процесса. Никогда не следует объединять или усреднять результаты по воспроизводимости для нескольких процессов в один индекс.
Управляемым считается статистически стабильный процесс, индекс пригодности которого превышает единицу. В этом случае поле рассеяния показателя качества, отражающее изменчивость процесса меньше допуска.
Рисунок — Изменчивость неуправляемого и управляемого процессов при настройке процесса на оптимальное значение.
24. Статистические показатели точности и стабильности технологических процессов.
25. Статистический приемочный контроль. Риск поставщика и риск потребителя.
Основной задачей статистических методов приемочного контроля является обеспечение достоверной оценки качества продукции, предъявляемой на контроль, и однозначности признания результатов оценки качества продукции поставщиком и потребителем.
В рамках системы менеджмента качества ответственным за качество продукции должен быть изготовитель. При контроле ответственность за качество может перейти от изготовителя к контролеру. Это происходит в тех случаях, когда контролер необходим для сортировки несоответствующих изделий, и все, что происходит в производстве, будет выявляться через контроль. Такой подход приводит к излишней работе, затратам и ухудшению качества для потребителя и изготовителя. Контролер не располагает средствами для создания качественной продукции, если это не было сделано изготовителем.
Преимущество такого контроля заключается в том, что при нем ответственность за качество продукции ложится непосредственно на изготовителя, и контролер не выполняет роль сортировщика продукции. Изготовитель должен подтвердить надлежащее качество изделий, иначе потребуются большие усилия и затраты, связанные с отклонением партий. Выборочный контроль может и должен приводить к снижению объема работы по контролю и затрат, а также к хорошему качеству продукции для покупателя.
Так как при статистическом приемочном контроле решение принять или отклонить партию продукции реализуется по результатам контроля выборки, то всегда имеется некоторая вероятность выбрать ошибочное решение. При этом имеется риск как поставщика, так и потребителя.
Под риском поставщика понимается вероятность отклонения партии продукции, обладающей приемлемым уровнем качества (нормативный документ ГОСТ Р 50779.11-2001).
Риск потребителя — это вероятность приемки партии продукции, обладающей предельным уровнем качества (ГОСТ Р 50779.11-2001 трактует это понятие как при данном плане выборочного контроля вероятность приемки партии или процесса, когда их уровень качества имеет значение, признаваемое по плану неудовлетворительным, например, значение предельного уровня качества).
Приемочный контроль основан на результатах контроля единицы продукции, под которой понимается изделие, определенное количество материала, услуга, действие или процесс, организация или человек либо некоторая их комбинация.
Статистические методы приемочного контроля могут осуществляться по количественному, качественному и альтернативному признакам.
Статистический приемочный контроль по количественному признаку — контроль качества продукции, в ходе которого определяют значения контролируемого параметра, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от сравнения их с контрольным нормативом (нормативный документ СТБ ГОСТ Р 50779.11-2001).
Статистический приемочный контроль по качественному признаку — контроль качества продукции, в ходе которого каждую проверенную единицу относят к определенной группе, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от соотношения количества ее единиц, оказавшихся в различных группах.
Статистический приемочный контроль по альтернативному признаку — контроль качества продукции по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории соответствующих или несоответствующих, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от результатов сравнения числа обнаруженных в выборке несоответствующих единиц продукции или числа несоответствий, приходящихся на определенное число единиц продукции, с контрольным нормативом (нормативный документ ГОСТ Р 50779.11-2001).
26. Статистическое регулирование технологических процессов. Средние длины налаженного и разлаженного процессов. Риски первого и второго рода.
27. Сущность статистических методов управления качеством. Сплошной и выборочный контроль.
28. Уровни планов контроля и корректировка планов контроля.
29. Характеристики распределения случайных величин. Меры положения.
Для изучения распределений случайных величин в математической статистике пользуются рядом числовых характеристик, определяющих положение центра группирования случайной величины и ее рассеивание около этого центра.
Числовые характеристики положения центра группирования носят общее название мер положения, а числовые характеристики рассеивания — мер рассеивания.
В качестве статистических оценок мер положения используются при теоретическом распределении: математическое ожидание E(Х); при эмпирическом распределении: среднее арифметическое значение , среднее арифметическое взвешенное , среднее гармоническое , среднее геометрическое , среднее геометрическое взвешенное , среднее квадратическое , среднее квадратическое взвешенное , середина размаха, медиана и мода .
Математическим ожиданием E(Х) дискретной случайной величины Х называется сумма произведений возможных ее значений на соответствующие вероятности:
,
где n — число возможных значений случайной величины Х.
Математическое ожидание E(Х) непрерывной случайной величины Х, имеющей плотность вероятности f(Х), рассчитывается как
,
если интеграл сходится абсолютно.
Математическое ожидание непрерывной случайной величины определяется значительно сложнее с использованием интегрального исчисления.
Cреднее арифметическое значение , среднее гармоническое , среднее геометрическое , и среднее квадратическое можно рассчитать по формуле среднего степенного
,
где z – показатель степени, позволяющий определить вид среднего;
n — общее число значений Xi.
Cреднее арифметическое взвешенное , среднее геометрическое взвешенное , среднее квадратическое взвешенное можно рассчитать по формуле среднего взвешенного
,
где z – показатель степени, позволяющий определить вид среднего;
fi — частота значений Xi;
n — общее число значений Xi.
Средним арифметическим значением случайной величины называется отношение суммы всех значений случайной величины, полученных в результате конечного числа испытаний, к числу испытаний (согласно СТБ ГОСТ Р 50779.10 среднее арифметическое – сумма значений, деленная на их число):
Среднее арифметическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 1.
Вышеприведенные формулы справедливы при контроле показателей по количественному признаку.
При контроле показателя по альтернативному признаку оцениваемый показатель может принимать только два взаимоисключающих значения, которым сопоставляются два количественных значения: 1 и 0.Частостью варианта 1 (как правило, обозначается p) является доля единиц, обладающих данным признаком в общей статистической совокупности. Разность 1 – p = q является частостью варианта 0. Таким образом, среднее арифметическое при контроле по альтернативному признаку вычисляется как:
.
Среднимарифметическим взвешенным значением случайной величины называется сумма произведений значений случайной величины на их частости (согласно СТБ ГОСТ Р 50779.10 взвешенноесреднее арифметическое – сумма произведений каждого значения на его вес, деленная на сумму весов, где веса – неотрицательные коэффициенты, связанные с каждым значением):
,
где fi — частота значений Xi;
n — общее число значений Xi.
m — число дискретных значений Xi.
Для непрерывных случайных величин в качестве Хi принимают середину равных интервалов, на которые разбивается ряд значений Х.
Среднее арифметическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 1.
Довольно часто под средним арифметическим подразумевают среднее арифметическое взвешенное значение.
Среднее гармоническое рассчитывают как
Среднее гармоническое получают путем подстановки в формулу среднего степенного показателя степени z, равного -1.
Средним геометрическим называют корень n-ой степени из произведения значений случайной величины:
Среднее геометрическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 0.
Среднее геометрическоевзвешенное рассчитывают как
Среднее геометрическое используется для анализа динамики явлений и позволяет определить средний коэффициент роста. При расчете среднего геометрического индивидуальные значения случайной величины представляют собой относительные показатели динамики, полученные как отношения каждого уровня ряда к предыдущему уровню.
Среднее геометрическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 0.
Средним квадратическим называют корень n-ой степени из произведения значений случайной величины:
Среднее квадратическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 2.
Среднее квадратическое взвешенноерассчитывают как
Среднее квадратическое и среднее квадратическое взвешенное применяются при изучении вариации наблюдаемой величины.
Среднее квадратическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 2.
Согласно правилу мажорантности средних А.Я.Боярского для единой статистической совокупности среднее арифметическое , среднее гармоническое , среднее геометрическое , и среднее квадратическое связаны между собой следующей зависимостью:
Таким образом, численные значения средних возрастают с ростом показателя степени z.
Серединой размаха называют полусумму наибольшего и наименьшего значений (согласно СТБ ГОСТ Р 50779.10 середина размаха – это среднее арифметическое между наибольшим и наименьшим наблюденными значениями количественного признака).
Если n значений измеряемой величины расположить в порядке их возрастания, то значение, находящееся в самом центре, называют медианой (согласно СТБ ГОСТ Р 50779.10 медиана – это квантиль порядка р = 0,5). Если n является нечетным числом, медианой будет значение, которое находится на 1/2(n +1) месте.
Модой называется наиболее часто встречающееся значение в статистической совокупности (согласно СТБ ГОСТ Р 50779.10 мода – это значение случайной величины, при котором функция распределения вероятностей масс или плотность распределения вероятностей имеет максимум).
Для эмпирических распределений дискретной случайной величины мода находится непосредственно по классическому определению. Для эмпирических распределений непрерывной случайной величины сначала определяют модальный интервал hk = xk – xk-1, которому соответствует максимальная частота fk. Значение моды внутри модального интервала определяют по интерполяционной формуле Р.М.Орженцкого:
,
где xk-1 – нижняя граница модального интервала;
hk – длина модального интервала;
— частота интервала, соответственно предшествующего модальному, модальному и следующему за модальным.
Математическое ожидание обычно используется в качестве меры положения для теоретических распределений, в которых возможные значения Х оцениваются при помощи вероятностей. В эмпирических распределениях, где наблюдаемые значения Х оцениваются при помощи частот или частостей, в качестве меры положения используется среднее арифметическое, среднее арифметическое взвешенное, среднее гармоническое, среднее геометрическое, среднее геометрическое взвешенное, среднее квадратическое, среднее квадратическое взвешенное, середина размаха, медиана и мода.
30. Характеристики распределения случайных величин. Меры рассеивания.
Для изучения распределений случайных величин в математической статистике пользуются рядом числовых характеристик, определяющих положение центра группирования случайной величины и ее рассеивание около этого центра.
Числовые характеристики положения центра группирования носят общее название мер положения, а числовые характеристики рассеивания — мер рассеивания
В качестве статистических оценок мер рассеивания используются при теоретическом распределении: дисперсия, коэффициент вариации, квантиль; при эмпирическом распределении: стандартное отклонение и размах.
Дисперсией дискретной случайной величины называется сумма произведений квадратов отклонений случайной величины Х от ее математического ожидания на соответствующие вероятности
Дисперсия непрерывной случайной величины, имеющей плотность вероятности p(Х), рассчитывается как
, если этот интеграл сходится.
Эта величина применяется в качестве меры рассеивания теоретического распределения, а для эмпирического распределения используется аналогичная величина σ2, которая определяется как сумма произведений квадратов отклонений значений случайной величины Хi от ее среднего арифметического значения Х на соответствующее частости fi/(n-1). Тогда σ2 при различных случаях определяется из следующих зависимостей
Вышеприведенные формулы справедливы при контроле показателей по количественному признаку.
При контроле показателя по альтернативному признаку оцениваемый показатель может принимать только два взаимоисключающих значения, которым сопоставляются два количественных значения: 1 и 0.Частостью варианта 1 (как правило, обозначается p) является доля единиц, обладающих данным признаком в общей статистической совокупности. Разность 1 – p = q является частостью варианта 0. Таким образом, дисперсия эмпирического распределения при контроле по альтернативному признаку вычисляется как:
.
Таким образом, дисперсия эмпирического распределения случайной величины, контролируемой по альтернативному признаку, равна произведению доли единиц, обладающих данным признаком, на долю единиц, не обладающих этим признаком.
Дисперсия эмпирического распределения случайной величины, контролируемой по альтернативному признаку, принимает наибольшее значение pq = 0,25 при условии равнозначности p и q, то есть когда p = q = 0,5.
На практике используют не саму дисперсию, а квадратный корень из нее, называемый стандартнымотклонением (средним квадратическим отклонением).
Размерность σ совпадает с размерностью самой случайной величины Х.
Коэффициентом вариации называют отношение стандартного отклонения случайной величины к ее математическому ожиданию
Квантилем z случайной величины Х называется такое значение случайной величины, которому соответствует значение интегральной функции распределения, равное z. (согласно СТБ ГОСТ Р 50779.10 квантиль – это значение случайной величины Хр, для которого функция распределения принимает значение р (0
Размахом называется разность между наибольшим и наименьшим наблюдаемыми значениями случайной величины.
R = Xmax — Xmin
Размахом пользуются как мерой рассеивания в эмпирических распределениях при малом числе наблюдений (когда n ≤ 10).
Дл более подробного описания особенностей распределения П.Л.Чебышевым были предложены начальный и центральный моменты n-го порядка.
Начальный момент n-го порядка определяется как
Центральный момент n-го порядка определяется как
.
Внимание, только СЕГОДНЯ!
iitu.ru
Для оценки возможности процесса используют ряд показателей. При этом процесс должен быть сначала доведен до статистически стабильного состояния, кроме того, индивидуальные значения процесса должны иметь распределение близкое к нормальному.
Показатели возможностей характеризуют потенциальные и фактические способности процесса удовлетворять установленным техническим нормам для значений выходного показателя качества, оцениваемого по количественному признаку.
Показатели возможностей используют для следующих целей:
· предконтрактный анализ потенциальных возможностей поставщика удовлетворять требования потребителя;
· установление в контрактах (договорах на поставку) требований к процессам;
· планирование качества разрабатываемой продукции;
· приемка процессов на основе опытных партий;
· аттестация процессов;
· планирование приемочного контроля;
· планирование непрерывного улучшения процессов;
· аудиты второй стороной и внутренние аудиты процессов.
Достоверность используемых показателей возможностей процесса зависит от изменчивости результатов измерений, обусловленных используемой методикой выполнения измерений. При этом суммарная погрешность измерений Σ∆ должна составлять (Y3…Y5)Т (допуска) контролируемого параметра.
Собственная изменчивость процесса – это часть изменчивости процесса, вызываемая только обычными причинами. Эта изменчивость оценивается по контрольным листкам с помощью отношений или , где и – стандартные коэффициенты, зависящие от объема выборки.
Полная изменчивость процесса – это изменчивость, вызываемая как обычными, так и особыми причинами. Эта изменчивость оценивается с помощью выборочного стандартного отклонения, использующего все индивидуальные значения:
Воспроизводимость процесса – это интервал в k σ присущей процессу изменчивости только для статистически стабильных процессов, где σ обычно оценивается как ( ), а k зависит от закона распределения показателя качества процесса и достоверной вероятности.
Индекс воспроизводимости определяется как отношение допуска к оценке собственной изменчивости процесса без учёта его центровки: , где — верхняя граница поля допуска; — нижняя граница поля допуска, , где — среднее арифметическое нескольких выборок; — коэффициент, зависящий от объёма выборки и закона распределения показателя качества процесса., — коэффициент, зависящий от закона распределения показателя качества процесса и достоверной вероятности.
Обычно при расчете статистических показателей возможностей процесса принимают допущение, что показатель качества процесса распределен по нормальному закону распределения, и для вероятности Р = 99,37 % коэффициент k принимают равным 6.
Пригодность процесса – это интервал в k σ полной изменчивости, где σ обычно оценивается при помощи выборочного стандартного отклонения.
Индекс пригодности определяется как допуск, делённый на оценку полной изменчивости процесса без учёта его центровки:
Верхний индекс воспроизводимости определяется как отклонение среднего уровня процесса от верхнего предела поля допуска, делённое на действительный верхний разброс процесса:
Нижний индекс воспроизводимости определяется как отклонение среднего уровня процесса от нижнего предела поля допуска, делённое на действительный нижний разброс процесса:
Индекс воспроизводимости учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости.
По известным значениям Ср и Сpk можно определить интервал, в котором находится ожидаемый уровень несоответствий. По значению Сpk определяют максимально возможное значение ожидаемого уровня несоответствий, по значению Ср – минимально возможное. Вследствие использования выборочных оценок для получения Ср и Сpk и ограниченности объемов наблюдения полученные значения ожидаемых уровней несоответствий могут заметно отличаться от фактически наблюдаемых уровней несоответствий действующих процессов, поэтому значение ожидаемых уровней несоответствий используют только для предварительных оценок качества процессов и мониторинга улучшений.
Индекс пригодности учитывает центровку процесса и определяется как минимальное из и . Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной полной изменчивости процесса. Данный показатель, как и индекс пригодности , должен использоваться только для сравнения или вместе с и , а также для измерения и выбора приоритетов усовершенствования во времени.
Индексы воспроизводимости и пригодности применяются при измерении результатов непрерывного усовершенствования с использованием временных трендов и при выборе приоритетного направления, в котором процессы должны совершенствоваться.
Для характеристики процесса также используют отношение воспроизводимости и отношение пригодности .
Ни один приведённый отдельный индекс не могут дать исчерпывающие описание процесса. Все возможные индексы рекомендуется рассматривать совместно. Все характеристики воспроизводимости должны относится к характеристике одного процесса. Никогда не следует объединять или усреднять результаты по воспроизводимости для нескольких процессов в один индекс.
Управляемым считается статистически стабильный процесс, индекс пригодности которого превышает единицу. В этом случае поле рассеяния показателя качества, отражающее изменчивость процесса меньше допуска.
Рисунок - Изменчивость неуправляемого и управляемого процессов при настройке процесса на оптимальное значение.
24. Статистические показатели точности и стабильности технологических процессов.
25. Статистический приемочный контроль. Риск поставщика и риск потребителя.
Основной задачей статистических методов приемочного контроля является обеспечение достоверной оценки качества продукции, предъявляемой на контроль, и однозначности признания результатов оценки качества продукции поставщиком и потребителем.
В рамках системы менеджмента качества ответственным за качество продукции должен быть изготовитель. При контроле ответственность за качество может перейти от изготовителя к контролеру. Это происходит в тех случаях, когда контролер необходим для сортировки несоответствующих изделий, и все, что происходит в производстве, будет выявляться через контроль. Такой подход приводит к излишней работе, затратам и ухудшению качества для потребителя и изготовителя. Контролер не располагает средствами для создания качественной продукции, если это не было сделано изготовителем.
Преимущество такого контроля заключается в том, что при нем ответственность за качество продукции ложится непосредственно на изготовителя, и контролер не выполняет роль сортировщика продукции. Изготовитель должен подтвердить надлежащее качество изделий, иначе потребуются большие усилия и затраты, связанные с отклонением партий. Выборочный контроль может и должен приводить к снижению объема работы по контролю и затрат, а также к хорошему качеству продукции для покупателя.
Так как при статистическом приемочном контроле решение принять или отклонить партию продукции реализуется по результатам контроля выборки, то всегда имеется некоторая вероятность выбрать ошибочное решение. При этом имеется риск как поставщика, так и потребителя.
Под риском поставщика понимается вероятность отклонения партии продукции, обладающей приемлемым уровнем качества (нормативный документ ГОСТ Р 50779.11-2001).
Риск потребителя — это вероятность приемки партии продукции, обладающей предельным уровнем качества (ГОСТ Р 50779.11-2001 трактует это понятие как при данном плане выборочного контроля вероятность приемки партии или процесса, когда их уровень качества имеет значение, признаваемое по плану неудовлетворительным, например, значение предельного уровня качества).
Приемочный контроль основан на результатах контроля единицы продукции, под которой понимается изделие, определенное количество материала, услуга, действие или процесс, организация или человек либо некоторая их комбинация.
Статистические методы приемочного контроля могут осуществляться по количественному, качественному и альтернативному признакам.
Статистический приемочный контроль по количественному признаку — контроль качества продукции, в ходе которого определяют значения контролируемого параметра, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от сравнения их с контрольным нормативом (нормативный документ СТБ ГОСТ Р 50779.11-2001).
Статистический приемочный контроль по качественному признаку — контроль качества продукции, в ходе которого каждую проверенную единицу относят к определенной группе, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от соотношения количества ее единиц, оказавшихся в различных группах.
Статистический приемочный контроль по альтернативному признаку — контроль качества продукции по качественному признаку, в ходе которого каждую проверенную единицу продукции относят к категории соответствующих или несоответствующих, а последующее решение о контролируемой совокупности или процессе принимают в зависимости от результатов сравнения числа обнаруженных в выборке несоответствующих единиц продукции или числа несоответствий, приходящихся на определенное число единиц продукции, с контрольным нормативом (нормативный документ ГОСТ Р 50779.11-2001).
26. Статистическое регулирование технологических процессов. Средние длины налаженного и разлаженного процессов. Риски первого и второго рода.
27. Сущность статистических методов управления качеством. Сплошной и выборочный контроль.
28. Уровни планов контроля и корректировка планов контроля.
29. Характеристики распределения случайных величин. Меры положения.
Для изучения распределений случайных величин в математической статистике пользуются рядом числовых характеристик, определяющих положение центра группирования случайной величины и ее рассеивание около этого центра.
Числовые характеристики положения центра группирования носят общее название мер положения, а числовые характеристики рассеивания — мер рассеивания.
В качестве статистических оценок мер положения используются при теоретическом распределении: математическое ожидание E(Х); при эмпирическом распределении: среднее арифметическое значение , среднее арифметическое взвешенное , среднее гармоническое , среднее геометрическое , среднее геометрическое взвешенное , среднее квадратическое , среднее квадратическое взвешенное , середина размаха, медиана и мода .
Математическим ожиданием E(Х) дискретной случайной величины Х называется сумма произведений возможных ее значений на соответствующие вероятности:
,
где n — число возможных значений случайной величины Х.
Математическое ожидание E(Х) непрерывной случайной величины Х, имеющей плотность вероятности f(Х), рассчитывается как
,
если интеграл сходится абсолютно.
Математическое ожидание непрерывной случайной величины определяется значительно сложнее с использованием интегрального исчисления.
Cреднее арифметическое значение , среднее гармоническое , среднее геометрическое , и среднее квадратическое можно рассчитать по формуле среднего степенного
,
где z – показатель степени, позволяющий определить вид среднего;
n — общее число значений Xi.
Cреднее арифметическое взвешенное , среднее геометрическое взвешенное , среднее квадратическое взвешенное можно рассчитать по формуле среднего взвешенного
,
где z – показатель степени, позволяющий определить вид среднего;
fi — частота значений Xi;
n — общее число значений Xi.
Средним арифметическим значением случайной величины называется отношение суммы всех значений случайной величины, полученных в результате конечного числа испытаний, к числу испытаний (согласно СТБ ГОСТ Р 50779.10 среднее арифметическое – сумма значений, деленная на их число):
Среднее арифметическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 1.
Вышеприведенные формулы справедливы при контроле показателей по количественному признаку.
При контроле показателя по альтернативному признаку оцениваемый показатель может принимать только два взаимоисключающих значения, которым сопоставляются два количественных значения: 1 и 0.Частостью варианта 1 (как правило, обозначается p) является доля единиц, обладающих данным признаком в общей статистической совокупности. Разность 1 – p = q является частостью варианта 0. Таким образом, среднее арифметическое при контроле по альтернативному признаку вычисляется как:
.
Среднимарифметическим взвешенным значением случайной величины называется сумма произведений значений случайной величины на их частости (согласно СТБ ГОСТ Р 50779.10 взвешенноесреднее арифметическое – сумма произведений каждого значения на его вес, деленная на сумму весов, где веса – неотрицательные коэффициенты, связанные с каждым значением):
,
где fi — частота значений Xi;
n — общее число значений Xi.
m — число дискретных значений Xi.
Для непрерывных случайных величин в качестве Хi принимают середину равных интервалов, на которые разбивается ряд значений Х.
Среднее арифметическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 1.
Довольно часто под средним арифметическим подразумевают среднее арифметическое взвешенное значение.
Среднее гармоническое рассчитывают как
Среднее гармоническое получают путем подстановки в формулу среднего степенного показателя степени z, равного -1.
Средним геометрическим называют корень n-ой степени из произведения значений случайной величины:
Среднее геометрическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 0.
Среднее геометрическоевзвешенное рассчитывают как
Среднее геометрическое используется для анализа динамики явлений и позволяет определить средний коэффициент роста. При расчете среднего геометрического индивидуальные значения случайной величины представляют собой относительные показатели динамики, полученные как отношения каждого уровня ряда к предыдущему уровню.
Среднее геометрическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 0.
Средним квадратическим называют корень n-ой степени из произведения значений случайной величины:
Среднее квадратическое получают путем подстановки в формулу среднего степенного показателя степени z, равного 2.
Среднее квадратическое взвешенноерассчитывают как
Среднее квадратическое и среднее квадратическое взвешенное применяются при изучении вариации наблюдаемой величины.
Среднее квадратическое взвешенное получают путем подстановки в формулу среднего взвешенного показателя степени z, равного 2.
Согласно правилу мажорантности средних А.Я.Боярского для единой статистической совокупности среднее арифметическое , среднее гармоническое , среднее геометрическое , и среднее квадратическое связаны между собой следующей зависимостью: < < <
Таким образом, численные значения средних возрастают с ростом показателя степени z.
Серединой размаха называют полусумму наибольшего и наименьшего значений (согласно СТБ ГОСТ Р 50779.10 середина размаха – это среднее арифметическое между наибольшим и наименьшим наблюденными значениями количественного признака).
Если n значений измеряемой величины расположить в порядке их возрастания, то значение, находящееся в самом центре, называют медианой (согласно СТБ ГОСТ Р 50779.10 медиана – это квантиль порядка р = 0,5). Если n является нечетным числом, медианой будет значение, которое находится на 1/2(n +1) месте.
Модой называется наиболее часто встречающееся значение в статистической совокупности (согласно СТБ ГОСТ Р 50779.10 мода – это значение случайной величины, при котором функция распределения вероятностей масс или плотность распределения вероятностей имеет максимум).
Для эмпирических распределений дискретной случайной величины мода находится непосредственно по классическому определению. Для эмпирических распределений непрерывной случайной величины сначала определяют модальный интервал hk = xk – xk-1, которому соответствует максимальная частота fk. Значение моды внутри модального интервала определяют по интерполяционной формуле Р.М.Орженцкого:
,
где xk-1 – нижняя граница модального интервала;
hk – длина модального интервала;
- частота интервала, соответственно предшествующего модальному, модальному и следующему за модальным.
Математическое ожидание обычно используется в качестве меры положения для теоретических распределений, в которых возможные значения Х оцениваются при помощи вероятностей. В эмпирических распределениях, где наблюдаемые значения Х оцениваются при помощи частот или частостей, в качестве меры положения используется среднее арифметическое, среднее арифметическое взвешенное, среднее гармоническое, среднее геометрическое, среднее геометрическое взвешенное, среднее квадратическое, среднее квадратическое взвешенное, середина размаха, медиана и мода.
30. Характеристики распределения случайных величин. Меры рассеивания.
Для изучения распределений случайных величин в математической статистике пользуются рядом числовых характеристик, определяющих положение центра группирования случайной величины и ее рассеивание около этого центра.
Числовые характеристики положения центра группирования носят общее название мер положения, а числовые характеристики рассеивания — мер рассеивания
В качестве статистических оценок мер рассеивания используются при теоретическом распределении: дисперсия, коэффициент вариации, квантиль; при эмпирическом распределении: стандартное отклонение и размах.
Дисперсией дискретной случайной величины называется сумма произведений квадратов отклонений случайной величины Х от ее математического ожидания на соответствующие вероятности
Дисперсия непрерывной случайной величины, имеющей плотность вероятности p(Х), рассчитывается как
, если этот интеграл сходится.
Эта величина применяется в качестве меры рассеивания теоретического распределения, а для эмпирического распределения используется аналогичная величина σ2, которая определяется как сумма произведений квадратов отклонений значений случайной величины Хi от ее среднего арифметического значения Х на соответствующее частости fi/(n-1). Тогда σ2 при различных случаях определяется из следующих зависимостей
Вышеприведенные формулы справедливы при контроле показателей по количественному признаку.
При контроле показателя по альтернативному признаку оцениваемый показатель может принимать только два взаимоисключающих значения, которым сопоставляются два количественных значения: 1 и 0.Частостью варианта 1 (как правило, обозначается p) является доля единиц, обладающих данным признаком в общей статистической совокупности. Разность 1 – p = q является частостью варианта 0. Таким образом, дисперсия эмпирического распределения при контроле по альтернативному признаку вычисляется как:
.
Таким образом, дисперсия эмпирического распределения случайной величины, контролируемой по альтернативному признаку, равна произведению доли единиц, обладающих данным признаком, на долю единиц, не обладающих этим признаком.
Дисперсия эмпирического распределения случайной величины, контролируемой по альтернативному признаку, принимает наибольшее значение pq = 0,25 при условии равнозначности p и q, то есть когда p = q = 0,5.
На практике используют не саму дисперсию, а квадратный корень из нее, называемый стандартнымотклонением (средним квадратическим отклонением).
Размерность σ совпадает с размерностью самой случайной величины Х.
Коэффициентом вариации называют отношение стандартного отклонения случайной величины к ее математическому ожиданию
Квантилем z случайной величины Х называется такое значение случайной величины, которому соответствует значение интегральной функции распределения, равное z. (согласно СТБ ГОСТ Р 50779.10 квантиль – это значение случайной величины Хр, для которого функция распределения принимает значение р (0 < р < 1) или ее значение изменяется скачком от меньшего р до превышающего р).
Размахом называется разность между наибольшим и наименьшим наблюдаемыми значениями случайной величины.
R = Xmax - Xmin
Размахом пользуются как мерой рассеивания в эмпирических распределениях при малом числе наблюдений (когда n ≤ 10).
Дл более подробного описания особенностей распределения П.Л.Чебышевым были предложены начальный и центральный моменты n-го порядка.
Начальный момент n-го порядка определяется как
Центральный момент n-го порядка определяется как
.
Дата добавления: 2015-08-03; просмотров: 471 | Нарушение авторских прав
mybiblioteka.su - 2015-2018 год. (0.029 сек.)mybiblioteka.su
3.1.3.2 индекс пригодности процесса; Рр (process performance index, Pр): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно установленных границ.
Примечание 1 - Часто индекс пригодности процесса выражают в виде значения разности установленных границ поля допуска, деленного на длину опорного интервала (3.1.2.7):
(6)
Примечание 2 - Для нормального распределения (3.1.2.1) длина опорного интервала равна 6St (см. 3.1.3.1, примечание 3).
Примечание 3 - Для других распределений длину опорного интервала можно оценить, используя выборочные оценки коэффициентов эксцесса и асимметрии.
[ИСО 3534-2:2006, пункт 2.6.2]
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
верхний индекс пригодности процесса — 3.1.3.4 верхний индекс пригодности процесса; PpkU (upper process performance index, PpkU): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена по отношению к верхней границе поля допуска (3.2.1.3), U. Примечание 1… … Словарь-справочник терминов нормативно-технической документации
нижний индекс пригодности процесса — 3.1.3.3 нижний индекс пригодности процесса; PpkL (lower process performance index, PpkL): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Обычно… … Словарь-справочник терминов нормативно-технической документации
меньший индекс пригодности процесса — 3.1.3.5 меньший индекс пригодности процесса; Ррk (minimum process performance index, Pрk): Наименьший из верхнего (3.1.3.4) и нижнего (3.1.3.3) индексов пригодности процесса. [ИСО 3534 2:2006, пункт 2.6.5] Источник … Словарь-справочник терминов нормативно-технической документации
индекс воспроизводимости процесса — 3.1.4.2 индекс воспроизводимости процесса; Ср (process capability index, Сp): Индекс, отражающий устойчивость стабильного процесса (3.1.4.1) относительно установленных границ поля допуска. Примечание 1 Часто индекс воспроизводимости процесса… … Словарь-справочник терминов нормативно-технической документации
верхний индекс воспроизводимости процесса — 3.1.4.4 верхний индекс воспроизводимости процесса; CpkU (upper process capability index, СpkU): Индекс, отражающий устойчивость стабильного процесса относительно верхней границы поля допуска, (7(3.2.1.3). Примечание 1 Обычно, верхний индекс… … Словарь-справочник терминов нормативно-технической документации
нижний индекс воспроизводимости процесса — 3.1.4.3 нижний индекс воспроизводимости процесса; CpkL (lower process capability index, CpkL): Индекс, отражающий устойчивость стабильного процесса относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Часто нижний индекс… … Словарь-справочник терминов нормативно-технической документации
меньший индекс воспроизводимости процесса — 3.1.4.5 меньший индекс воспроизводимости процесса; Cpk (minimum process capability index): Наименьший из верхнего (3.1.4.4) и нижнего (3.1.4.3) индексов воспроизводимости процесса. [ИСО 3534 2:2006, пункт 2.7.5] Источник … Словарь-справочник терминов нормативно-технической документации
Индекс — 6. Индекс Кодированная импульсная последовательность, записанная на сервоповерхности вида: dddddododdo, где d означает: для сервозоны пару дибитов, для защитных зон одиночный дибит; о означает: для сервозоны отсутствующую пару дибитов, для… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 21747-2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества — Терминология ГОСТ Р ИСО 21747 2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества оригинал документа: L нижняя граница поля допуска. Примечание 1 Использование таблицы или… … Словарь-справочник терминов нормативно-технической документации
показатель — 3.7 показатель (indicator): Мера измерения, дающая качественную или количественную оценку определенных атрибутов, выведенную на основе аналитической модели, разработанной для определенных информационных потребностей. Источник … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
индекс пригодности процесса — 3.1.3.2 индекс пригодности процесса; Рр (process performance index, Pр): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно установленных границ. Примечание 1 Часто индекс пригодности процесса выражают в… … Словарь-справочник терминов нормативно-технической документации
верхний индекс пригодности процесса — 3.1.3.4 верхний индекс пригодности процесса; PpkU (upper process performance index, PpkU): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена по отношению к верхней границе поля допуска (3.2.1.3), U. Примечание 1… … Словарь-справочник терминов нормативно-технической документации
нижний индекс пригодности процесса — 3.1.3.3 нижний индекс пригодности процесса; PpkL (lower process performance index, PpkL): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Обычно… … Словарь-справочник терминов нормативно-технической документации
меньший индекс пригодности процесса — 3.1.3.5 меньший индекс пригодности процесса; Ррk (minimum process performance index, Pрk): Наименьший из верхнего (3.1.3.4) и нижнего (3.1.3.3) индексов пригодности процесса. [ИСО 3534 2:2006, пункт 2.6.5] Источник … Словарь-справочник терминов нормативно-технической документации
индекс воспроизводимости процесса — 3.1.4.2 индекс воспроизводимости процесса; Ср (process capability index, Сp): Индекс, отражающий устойчивость стабильного процесса (3.1.4.1) относительно установленных границ поля допуска. Примечание 1 Часто индекс воспроизводимости процесса… … Словарь-справочник терминов нормативно-технической документации
верхний индекс воспроизводимости процесса — 3.1.4.4 верхний индекс воспроизводимости процесса; CpkU (upper process capability index, СpkU): Индекс, отражающий устойчивость стабильного процесса относительно верхней границы поля допуска, (7(3.2.1.3). Примечание 1 Обычно, верхний индекс… … Словарь-справочник терминов нормативно-технической документации
нижний индекс воспроизводимости процесса — 3.1.4.3 нижний индекс воспроизводимости процесса; CpkL (lower process capability index, CpkL): Индекс, отражающий устойчивость стабильного процесса относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Часто нижний индекс… … Словарь-справочник терминов нормативно-технической документации
меньший индекс воспроизводимости процесса — 3.1.4.5 меньший индекс воспроизводимости процесса; Cpk (minimum process capability index): Наименьший из верхнего (3.1.4.4) и нижнего (3.1.4.3) индексов воспроизводимости процесса. [ИСО 3534 2:2006, пункт 2.7.5] Источник … Словарь-справочник терминов нормативно-технической документации
Индекс — 6. Индекс Кодированная импульсная последовательность, записанная на сервоповерхности вида: dddddododdo, где d означает: для сервозоны пару дибитов, для защитных зон одиночный дибит; о означает: для сервозоны отсутствующую пару дибитов, для… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 21747-2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества — Терминология ГОСТ Р ИСО 21747 2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества оригинал документа: L нижняя граница поля допуска. Примечание 1 Использование таблицы или… … Словарь-справочник терминов нормативно-технической документации
показатель — 3.7 показатель (indicator): Мера измерения, дающая качественную или количественную оценку определенных атрибутов, выведенную на основе аналитической модели, разработанной для определенных информационных потребностей. Источник … Словарь-справочник терминов нормативно-технической документации
translate.academic.ru
eng. Prozessfähigkeitsindindex
Универсальный русско-немецкий словарь. Академик.ру. 2011.
индекс пригодности процесса — 3.1.3.2 индекс пригодности процесса; Рр (process performance index, Pр): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно установленных границ. Примечание 1 Часто индекс пригодности процесса выражают в… … Словарь-справочник терминов нормативно-технической документации
верхний индекс пригодности процесса — 3.1.3.4 верхний индекс пригодности процесса; PpkU (upper process performance index, PpkU): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена по отношению к верхней границе поля допуска (3.2.1.3), U. Примечание 1… … Словарь-справочник терминов нормативно-технической документации
нижний индекс пригодности процесса — 3.1.3.3 нижний индекс пригодности процесса; PpkL (lower process performance index, PpkL): Индекс, отражающий устойчивость процесса, стабильность которого не подтверждена относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Обычно… … Словарь-справочник терминов нормативно-технической документации
меньший индекс пригодности процесса — 3.1.3.5 меньший индекс пригодности процесса; Ррk (minimum process performance index, Pрk): Наименьший из верхнего (3.1.3.4) и нижнего (3.1.3.3) индексов пригодности процесса. [ИСО 3534 2:2006, пункт 2.6.5] Источник … Словарь-справочник терминов нормативно-технической документации
индекс воспроизводимости процесса — 3.1.4.2 индекс воспроизводимости процесса; Ср (process capability index, Сp): Индекс, отражающий устойчивость стабильного процесса (3.1.4.1) относительно установленных границ поля допуска. Примечание 1 Часто индекс воспроизводимости процесса… … Словарь-справочник терминов нормативно-технической документации
верхний индекс воспроизводимости процесса — 3.1.4.4 верхний индекс воспроизводимости процесса; CpkU (upper process capability index, СpkU): Индекс, отражающий устойчивость стабильного процесса относительно верхней границы поля допуска, (7(3.2.1.3). Примечание 1 Обычно, верхний индекс… … Словарь-справочник терминов нормативно-технической документации
нижний индекс воспроизводимости процесса — 3.1.4.3 нижний индекс воспроизводимости процесса; CpkL (lower process capability index, CpkL): Индекс, отражающий устойчивость стабильного процесса относительно нижней границы поля допуска (3.2.1.4), L. Примечание 1 Часто нижний индекс… … Словарь-справочник терминов нормативно-технической документации
меньший индекс воспроизводимости процесса — 3.1.4.5 меньший индекс воспроизводимости процесса; Cpk (minimum process capability index): Наименьший из верхнего (3.1.4.4) и нижнего (3.1.4.3) индексов воспроизводимости процесса. [ИСО 3534 2:2006, пункт 2.7.5] Источник … Словарь-справочник терминов нормативно-технической документации
Индекс — 6. Индекс Кодированная импульсная последовательность, записанная на сервоповерхности вида: dddddododdo, где d означает: для сервозоны пару дибитов, для защитных зон одиночный дибит; о означает: для сервозоны отсутствующую пару дибитов, для… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 21747-2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества — Терминология ГОСТ Р ИСО 21747 2010: Статистические методы. Статистики пригодности и воспроизводимости процесса для количественных характеристик качества оригинал документа: L нижняя граница поля допуска. Примечание 1 Использование таблицы или… … Словарь-справочник терминов нормативно-технической документации
показатель — 3.7 показатель (indicator): Мера измерения, дающая качественную или количественную оценку определенных атрибутов, выведенную на основе аналитической модели, разработанной для определенных информационных потребностей. Источник … Словарь-справочник терминов нормативно-технической документации
universal_ru_de.academic.ru